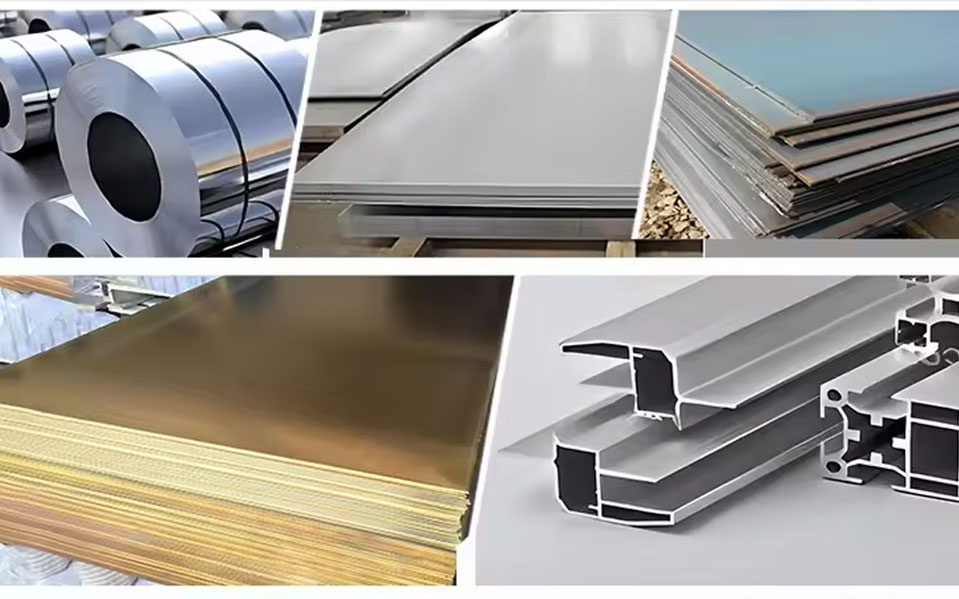
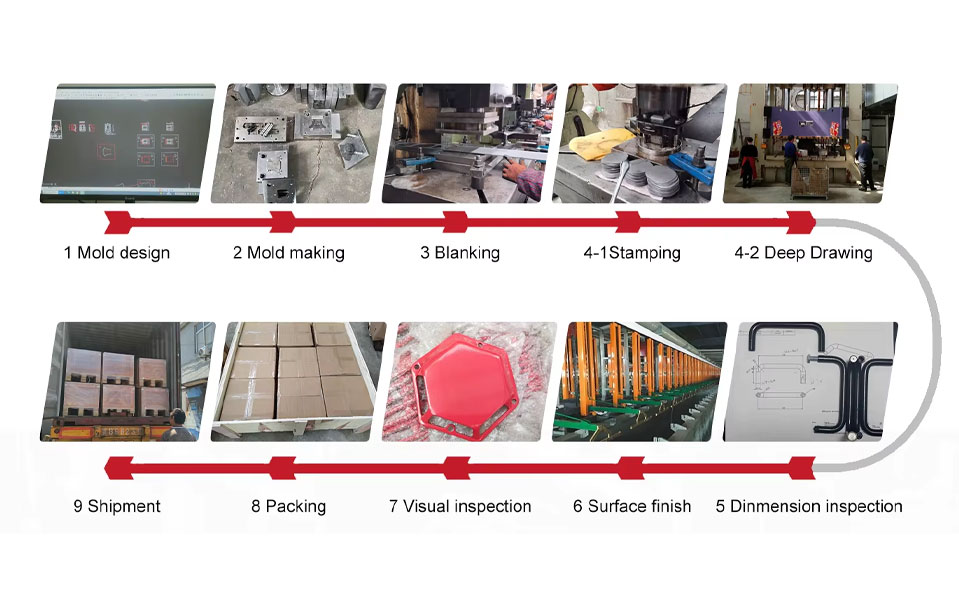
Elegir calidad piezas de embutición profunda comienza con un principio no negociable: la pieza debe cumplir con sus tolerancias dimensionales, especificaciones de materiales y requisitos de acabado superficial sin defectos como arrugas, desgarros o recuperación elástica. Para lograr esto de manera consistente, debe evaluar el abastecimiento de materiales, la precisión de las herramientas, los controles de procesos y las capacidades de inspección de calidad del fabricante, todo antes de realizar un pedido de producción. Esta guía lo guía a través de cada factor crítico para que pueda tomar una decisión informada y con confianza. ¿Qué es la embutición profunda y por qué es importante la calidad? La embutición profunda es un proceso de conformado de metal en el que un punzón introduce una hoja plana en bruto en la cavidad de una matriz para producir una pieza en forma de copa, concha o caja. Se utiliza ampliamente en industrias como la automotriz, aeroespacial, electrónica, de dispositivos médicos y de electrodomésticos, porque produce componentes sin costuras, resistentes y livianos con un desperdicio mínimo de material. La calidad en la embutición profunda es fundamental porque incluso pequeñas desviaciones en la holgura de las herramientas, la fuerza del portapiezas o la lubricación pueden provocar el rechazo de piezas. Los datos de la industria indican que un control deficiente del proceso puede generar tasas de desperdicio del 5 % al 20 % en operaciones de embutición profunda. , aumentando el costo por pieza buena y retrasando los cronogramas de entrega. Al adquirir piezas embutidas de un proveedor externo, comprender lo que separa a un fabricante de alta calidad de uno promedio protege su cadena de suministro. Indicadores de calidad clave para evaluar antes de realizar el pedido Antes de comprometerse con un proveedor, revise sistemáticamente los siguientes indicadores. Cada uno predice directamente si las piezas que recibe funcionarán según lo requerido. Certificaciones y Trazabilidad de Materiales Un fabricante acreditado de embutición profunda obtiene materia prima de fábricas certificadas y puede proporcionar informes de pruebas de materiales (MTR) que confirman la composición química, las propiedades mecánicas como el límite elástico y el alargamiento, y el cumplimiento de estándares como ASTM, DIN o JIS. Los valores de alargamiento superiores al 30% en acero con bajo contenido de carbono, por ejemplo, indican que el material se estirará limpiamente sin fracturarse. Si un proveedor no puede producir documentos de trazabilidad, considérelo una señal de alerta. Estándares de diseño y mantenimiento de herramientas El conjunto de troquel y punzón determina la precisión de la forma y la calidad de la superficie de cada pieza producida. Las herramientas de alta calidad se fabrican con tolerancias estrictas, normalmente ±0,01 mm a ±0,05 mm – y está hecho de acero para herramientas endurecido o carburo para soportar millones de ciclos sin desgaste excesivo. Pregunte a su proveedor sobre los grados de materiales de sus herramientas, la vida útil típica de las herramientas y los intervalos de mantenimiento programados. Unas herramientas bien mantenidas se traducen directamente en dimensiones de piezas consistentes durante todo el ciclo de producción. Relación de dibujo y uniformidad del espesor de pared La relación de estirado límite (LDR) es la relación máxima entre el diámetro de la pieza en bruto y el diámetro del punzón que se puede lograr en un solo estirado sin fractura. Para la mayoría de los aceros dulces, el LDR es aproximadamente 2,0 a 2,3 . Las piezas con geometrías más profundas requieren múltiples operaciones de rediseño, cada una de las cuales agrega complejidad. Un fabricante capacitado controla la presión y la lubricación del portapiezas en cada etapa para mantener la uniformidad del espesor de la pared, generalmente dentro de ±10% del espesor nominal de la pared . Verifique que su proveedor documente las mediciones de espesor en múltiples puntos de las piezas de muestra. defectoos comunes de embutición profunda y cómo los previenen los proveedores de calidad Comprender los defectos potenciales le ayuda a formular las preguntas correctas al evaluar las capacidades de control de procesos de un proveedor. Defect causa Método de prevención Arrugas Fuerza insuficiente del portapiezas Control optimizado de la presión del portapiezas Desgarro / Fractura Relación de estiramiento excesiva o lubricación insuficiente Estirado de múltiples etapas, selección adecuada de lubricación. pendiente Anisotropía en material laminar. Selección de materiales con anisotropía plana baja (valor r) recuperación elástica Recuperación elástica después del formado. Compensación de sobredoblado y simulación de procesos. Arañazos en la superficie Aspereza del troquel o contaminantes en el lubricante. Pulido regular de troqueles y sistemas de lubricación limpios. Variación de espesor Fuerza desigual del portapiezas o herramientas desgastadas Inspección periódica de herramientas y calibración de fuerza. Tabla 1: Defectos comunes de embutición profunda, sus causas y métodos de prevención Al revisar muestras de un proveedor potencial, inspeccione las piezas cuidadosamente bajo una iluminación adecuada para detectar cualquiera de los defectos enumerados anteriormente. Solicite informes dimensionales y mediciones de rugosidad de la superficie; un proveedor de calidad se los proporcionará sin dudarlo. Selección de materiales para calidad de embutición profunda El material elegido para una pieza embutida profunda determina directamente su conformabilidad, resistencia, resistencia a la corrosión e idoneidad para operaciones secundarias como soldadura o enchapado. Un fabricante experto le ayudará a seleccionar la aleación y el grado adecuados para su aplicación, no sólo la opción más barata disponible. Materiales de embutición profunda de uso común Acero con bajo contenido de carbono (DC01–DC06): El material más dibujado. Los grados DC04 y DC05 ofrecen valores de alargamiento del 38% al 40%, lo que los hace ideales para copas y conchas profundas. Se utiliza ampliamente en paneles de carrocería de automóviles y carcasas de electrodomésticos. Acero inoxidable (304, 316): Ofrece una excelente resistencia a la corrosión. El grado 304 es el acero inoxidable embutido profundo más comúnmente, pero se endurece rápidamente, lo que requiere un recocido cuidadoso entre etapas para geometrías profundas. Aluminio (1100, 3003, 5052): Ligero y resistente a la corrosión. La aleación 1100 es la más conformable, mientras que la 3003 equilibra la conformabilidad con una resistencia moderada. Utilizado en recintos aeroespaciales y electrónicos. Cobre y latón: Excelente conductividad eléctrica y térmica. El latón (C26000) se utiliza ampliamente para conectores eléctricos y componentes de plomería debido a su superior capacidad de embutición. Titanio: Utilizado en aplicaciones médicas y aeroespaciales de alto rendimiento. Requiere herramientas especializadas, fuerzas de conformado más altas y un manejo cuidadoso de la temperatura. Al evaluar a un proveedor, confirme que tenga experiencia práctica con su material específico. Un fabricante que trabaja habitualmente con acero inoxidable tendrá los ciclos de recocido y los protocolos de lubricación ajustados, mientras que uno con experiencia principalmente en acero dulce puede tener dificultades con aleaciones más desafiantes. Tolerancias dimensionales y estándares de acabado superficial Especificar y verificar las tolerancias es uno de los pasos más importantes a la hora de seleccionar un proveedor de embutición profunda de calidad. Las tolerancias demasiado estrictas aumentan los costos innecesariamente, mientras que las tolerancias demasiado flexibles provocan fallas en el ensamblaje. Trabaje con su proveedor para alinear las tolerancias con sus requisitos funcionales. Tolerancias dimensionales típicas en embutición profunda Tipo de dimensión Tolerancia estándar Tolerancia de precisión Diámetro exterior ±0,10 milímetros ±0,03 milímetros Grosor de la pared ±0,05 milímetros ±0,02 milímetros Altura / profundidad de la pieza ±0,15mm ±0,05 milímetros Planitud inferior 0,20 milímetros 0,05 milímetros Rugosidad superficial (Ra) 1,6–3,2 µm 0,4–0,8 µm Tabla 2: Tolerancias dimensionales típicas versus de precisión que se pueden lograr en una embutición profunda de calidad Solicite a los proveedores potenciales que compartan informes de inspección del primer artículo (FAI) o documentación PPAP de proyectos anteriores. Estos documentos demuestran cuán estrechamente pueden mantener las tolerancias en condiciones de producción reales, no solo en entornos ideales de laboratorio. Sistemas de control de calidad y capacidades de inspección El sistema de gestión de calidad (QMS) de un fabricante es la columna vertebral de una producción constante. Como mínimo, un proveedor serio de embutición profunda debe tener Certificación ISO 9001 , que requiere procesos documentados para el control del diseño, la inspección del material entrante, el monitoreo durante el proceso, la inspección final y las acciones correctivas. Algunas industrias requieren certificaciones adicionales como IATF 16949 para automoción o AS9100 para aeroespacial. Equipo de inspección a buscar Máquinas de medición de coordenadas (CMM): Proporciona verificación tridimensional con precisión submicrónica. Esencial para geometrías complejas y tolerancias estrictas. Comparadores ópticos y sistemas de visión: Permita una inspección rápida de perfiles y características, especialmente útil para tiradas de producción de gran volumen. Probadores de rugosidad de superficies: Cuantifique la calidad del acabado para garantizar que las piezas cumplan con las especificaciones Ra en cuanto a apariencia y función. Probadores de dureza: Verifique que el endurecimiento por trabajo durante el trefilado no haya excedido los niveles aceptables, particularmente importante para piezas de acero inoxidable y aluminio. Equipos de prueba de fugas: Para piezas utilizadas en la contención de fluidos o gases, las pruebas de fugas de presión o vacío garantizan la integridad de la carcasa extraída. Durante la calificación del proveedor, solicite un recorrido por las instalaciones o una auditoría virtual para observar el equipo de inspección en uso. Preste atención a si la inspección está integrada en el flujo de trabajo de producción (control durante el proceso) en lugar de limitarse únicamente a la inspección final al final de la línea. El monitoreo durante el proceso detecta defectos antes, lo que reduce los costos de desperdicio y retrabajo. Evaluación de la experiencia y las capacidades de fabricación del proveedor El equipo técnico es importante, pero también lo es el profundo conocimiento del proceso que un fabricante aporta a su proyecto. Los mejores resultados provienen de proveedores que tratan su pieza como un desafío de ingeniería, no solo como una tarea de producción. Preguntas que debe hacerse durante la selección de proveedores ¿Qué rango de tonelaje de prensa cubren sus prensas? ¿Pueden manejar el tamaño del espacio en blanco y la profundidad de embutido que requiere mi pieza? ¿Habéis producido anteriormente piezas del mismo material y con una relación de estiramiento similar a la mía? ¿Diseña y mantiene las herramientas internamente o las subcontrata? ¿Cuál es el plazo típico de entrega del primer artículo y qué documentación proporciona con el envío del primer artículo? ¿Qué operaciones secundarias (recorte, perforación, soldadura, tratamiento de superficies) puede realizar internamente? ¿Puede proporcionar referencias de clientes de mi industria? Un proveedor que responde estas preguntas con confianza con ejemplos específicos de su historial de producción tiene muchas más probabilidades de entregar piezas de calidad de manera consistente que uno que responde con garantías genéricas. Ningbo Dasheng productos metálicos Co., Ltd. ejemplifica este enfoque: con años de especialización en estampado de metales, embutición profunda y soldadura, su experimentado personal de ingeniería colabora con los clientes desde la selección de materiales y herramientas hasta las piezas de precisión terminadas, garantizando que se cumplan todas las especificaciones con garantía de calidad documentada en cada etapa de producción. El papel de la creación de prototipos y la inspección del primer artículo Antes de lanzar una nueva pieza de embutición profunda a plena producción, siempre es necesario realizar una fase de creación de prototipos o de primer artículo. Esta etapa les permite a usted y al fabricante verificar que las herramientas, los parámetros del proceso y el material se comporten como se espera antes de que se produzcan grandes cantidades de piezas potencialmente no conformes. Un paquete exhaustivo de inspección del primer artículo (FAI) debe incluir: Informe dimensional con todas las características del dibujo medidas y registradas. Certificación de material (MTR) para el material en bruto representativo de la producción Informe de medición del acabado superficial Informe de inspección visual con fotografías de características críticas. Resultados de pruebas funcionales cuando corresponda (prueba de fugas, verificación de dureza, adhesión del recubrimiento) Nunca te saltes la fase FAI para ahorrar tiempo o costos. Los problemas descubiertos durante el primer artículo se corrigen a nivel de herramientas o procesos a una fracción del costo de corregir los problemas descubiertos después de que se hayan producido miles de piezas. Un fabricante centrado en la calidad alentará activamente este paso en lugar de presionarlo para que lo omita. Operaciones Secundarias y Calidad del Tratamiento Superficial La mayoría de las piezas embutidas requieren una o más operaciones secundarias para alcanzar el estado de pieza terminada. La calidad de estas operaciones es tan importante como el propio proceso de dibujo. Tener un proveedor que realice operaciones secundarias internamente reduce los daños por manipulación, acorta los plazos de entrega y mantiene la responsabilidad por la pieza completa. Operaciones secundarias comunes en embutición profunda Recorte y reborde: Elimina el borde superior desigual (oreja) producido durante el dibujo para lograr una altura de acabado precisa. Perforación y perforación: Agrega agujeros, ranuras o recortes al caparazón dibujado. Los troqueles de perforación de precisión mantienen tolerancias de ubicación de ±0,05 mm o mejores. Soldadura: Para ensamblajes que combinan carcasas dibujadas con soportes, bridas u otros componentes. MIG, TIG y soldadura por puntos son todas comunes. La calidad de la soldadura se confirma mediante inspección visual, comprobaciones de penetración y pruebas de tracción o torsión. Tratamiento superficial: El cincado, el niquelado, el recubrimiento en polvo, la pasivación y el anodizado son acabados comunes que mejoran la resistencia a la corrosión y la apariencia. Verifique que los procesos de acabado de su proveedor cumplan con RoHS, REACH u otras regulaciones ambientales relevantes para su mercado. Desbarbado y limpieza: Las piezas estampadas y extraídas suelen tener rebabas y lubricante residual que deben eliminarse antes de la inspección final y el envío. Costo versus calidad: encontrar el equilibrio adecuado Si bien el costo siempre es un factor, seleccionar un proveedor de embutición profunda basándose únicamente en el precio es un error común y costoso. El costo real de una pieza incluye no sólo el precio unitario sino también las tasas de desperdicio, mano de obra de retrabajo, tiempo de inspección, demoras en la entrega y posibles fallas en el campo. Una pieza que cuesta un 15 % más de un proveedor con certificación de calidad puede generar fácilmente un ahorro total de costos de entre un 30 % y un 50 % cuando se tienen en cuenta los costos de fallas posteriores y retrabajo. Evalúe el costo total de propiedad (TCO), no solo el precio unitario. Un proveedor que invierte en prensas modernas, herramientas de precisión, equipos de inspección calibrados y un sistema de gestión de la calidad certificado tiene costos operativos más altos, y refleja esos costos en sus precios. Esas inversiones son exactamente las que generan la consistencia y la calidad que necesita para proteger la confiabilidad de su producto y la reputación de su marca. Cuando solicite cotizaciones, proporcione dibujos completos y precisos con todas las tolerancias, especificaciones de materiales, requisitos de acabado de superficies y estándares aplicables claramente indicados. Las especificaciones ambiguas conducen a recortes y sorpresas desagradables en la entrega. Aplicaciones industriales y consideraciones sobre la complejidad de las piezas Los estándares de calidad en piezas embutidas profundas varían significativamente según la aplicación. Comprender dónde se utilizará su pieza ayuda a definir los requisitos de calidad correctos que debe especificar con su proveedor. Industria Piezas típicas Requisitos clave de calidad Automotriz Paneles de carrocería, depósitos de combustible, carcasas de filtros. IATF 16949, tolerancia estricta de espesor, protección contra la corrosión Electrónica Cajas, latas de baterías, disipadores de calor. Precisión dimensional, integridad del blindaje EMI, cumplimiento de RoHS medico Estuches para instrumentos quirúrgicos, carcasas para implantes ISO 13485, materiales biocompatibles, Ra ≤ 0,8 µm, trazabilidad total Aeroespacial Soportes estructurales, componentes del sistema de combustible. AS9100, material certificado, inspección END, trazabilidad de lotes Electrodomésticos de consumo Baterías de cocina, tambores de lavadoras, carcasas de compresores Acabado superficial, consistencia dimensional, capacidad de alto volumen Tabla 3: Requisitos de calidad para piezas embutidas profundas en las principales industrias ¿Por qué asociarse con un especialista experimentado en embutición profunda? La diferencia entre un formador de metales básico y un verdadero especialista en embutición profunda se vuelve evidente en el momento en que su pieza involucra una geometría desafiante, un material difícil de embutir o tolerancias estrictas. Un especialista reúne simulación de procesos, ingeniería de aplicaciones, experiencia en diseño de herramientas y un historial documentado de piezas fabricadas con éxito en diversas industrias, todo bajo un mismo techo. Ningbo Dasheng productos metálicos Co., Ltd. es un fabricante que aporta esta experiencia integrada a cada proyecto. Especializado en estampado de metal, embutición profunda y soldadura de piezas y componentes en una amplia gama de industrias, el experimentado personal de la empresa trabaja directamente con los clientes para seleccionar el material adecuado, diseñar herramientas efectivas y fabricar piezas de precisión terminadas que cumplan con especificaciones exactas y altos estándares de calidad. Desde la revisión inicial del diseño hasta la aprobación del primer artículo y la producción continua, cada paso se gestiona con el rigor que exigen las aplicaciones de calidad crítica. Al elegir un socio para componentes embutidos, dé prioridad a los proveedores que comprendan su aplicación final, comuniquen abiertamente las capacidades y limitaciones del proceso y respalden sus afirmaciones de calidad con datos documentados. Esa combinación (experiencia técnica, comunicación transparente y garantía de calidad basada en evidencia) es la base de una relación de suministro confiable y a largo plazo.
 英语
英语 中文简体
中文简体 西班牙语
西班牙语